製造技術を語る上で「理論能率・実働能率・稼働能率」というキーワードは非常に重要です。
特に1~3年目の若手の内からそれぞれの能率を調査し、改善すべき点を頭で整理する癖をつけてしまうと能率改善のプロとなることができます。
漠然と考えるよりもアイディアを整理しやすくなり、結果のフォローも明確になるので成功体験を積む良い練習にもなるので自分が指導者になる時にも活躍する知識になることでしょう。
また、これらを常に意識して業務に向うことで間違いのない方向へ進むことができ、無駄なく効率よく改善業務をこなせる充実した日々を過ごせることにも繋がります。
能率を語る上で重要なこと
能率とは・・・単位時間当たりにその工程で生産できる(できた)個数
次元は(個/hr)のように表現されます。hrは1時間を示すhourの略称です。
また、似たニュアンスの言葉に「タクト」や「サイクルタイム」があります。
タクトタイムは(s/個)サイクルタイム(s)の次元で表現されるものです。
タクトタイムは生産のテンポをイメージするとわかりやすく、1個できるのに何秒かかるのかを示す数値。これから説明する能率の逆の次元に値するものです。
直感的に分かりやすい概念なので、生産ラインを新しく導入する際、仕様書を書く時点でこの数値がよく使われます。
サイクルタイムはある工程の区間を始めから終わりまで何秒かかったかを示す数値です。
ストップウォッチを片手に動画で画面に映しながら測定するとライン内の動きと0.1s単位で後から振り返ることもできます。
そのサイクルタイム内に何個製品を生産できたかが能率という概念になります。
能率には①理論能率②実働能率③稼働能率の3種があり、それぞれの違いを理解して進めることで真の能率改善となります。
また、「ボトルネック」を知らずに能率改善を進めると思った効果が得られないので、ボトルネックについても今後説明します。
まずは①理論能率②実働能率③稼働能率について詳しく説明します。
理論能率
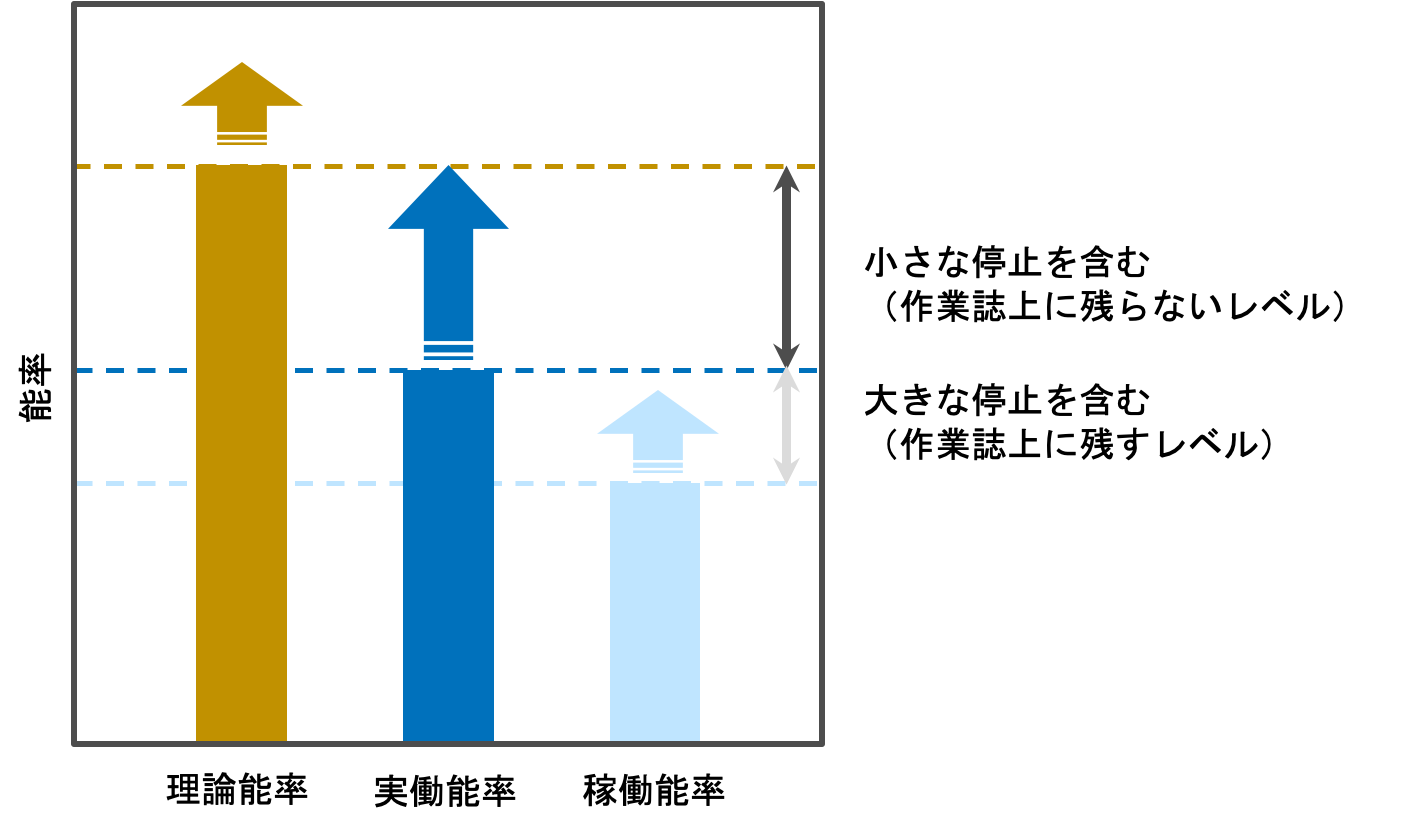
理論能率・・・理想的なサイクルタイムの場合に単位時間当たり処理できる個数
チョコ停(作業誌等に情報を残さないレベルの停止)は含まず、理想的な物の流れをしている状態のサイクルタイムから算出する点がポイント
理論能率(個/hr)= 3600 ×(生産個数(個)÷ 理想状態のサイクルタイム(s))
実働能率
実働能率・・・設備が動いていた時間内に処理できた個数
トラブルや故障による休転・計画的な休転(計画休転)を除き、作業誌の記録上で設備が動いていた時間から算出することがポイント
実働能率(個/hr)= 生産個数(個)÷ 設備が動いていた時間(hr)
稼働能率
稼働能率・・・設備が動けたはずの時間内に処理できた個数
計画的な休転(計画休転)を除き、作業誌の記録上で設備が動くことができたはずだった時間から算出することがポイント
稼働能率(個/hr)= 生産個数(個)÷ 設備が動けたはずの時間(hr)
能率解説まとめ
イメージ図による理解
それぞれの能率イメージ
理論能率を向上すべきケース
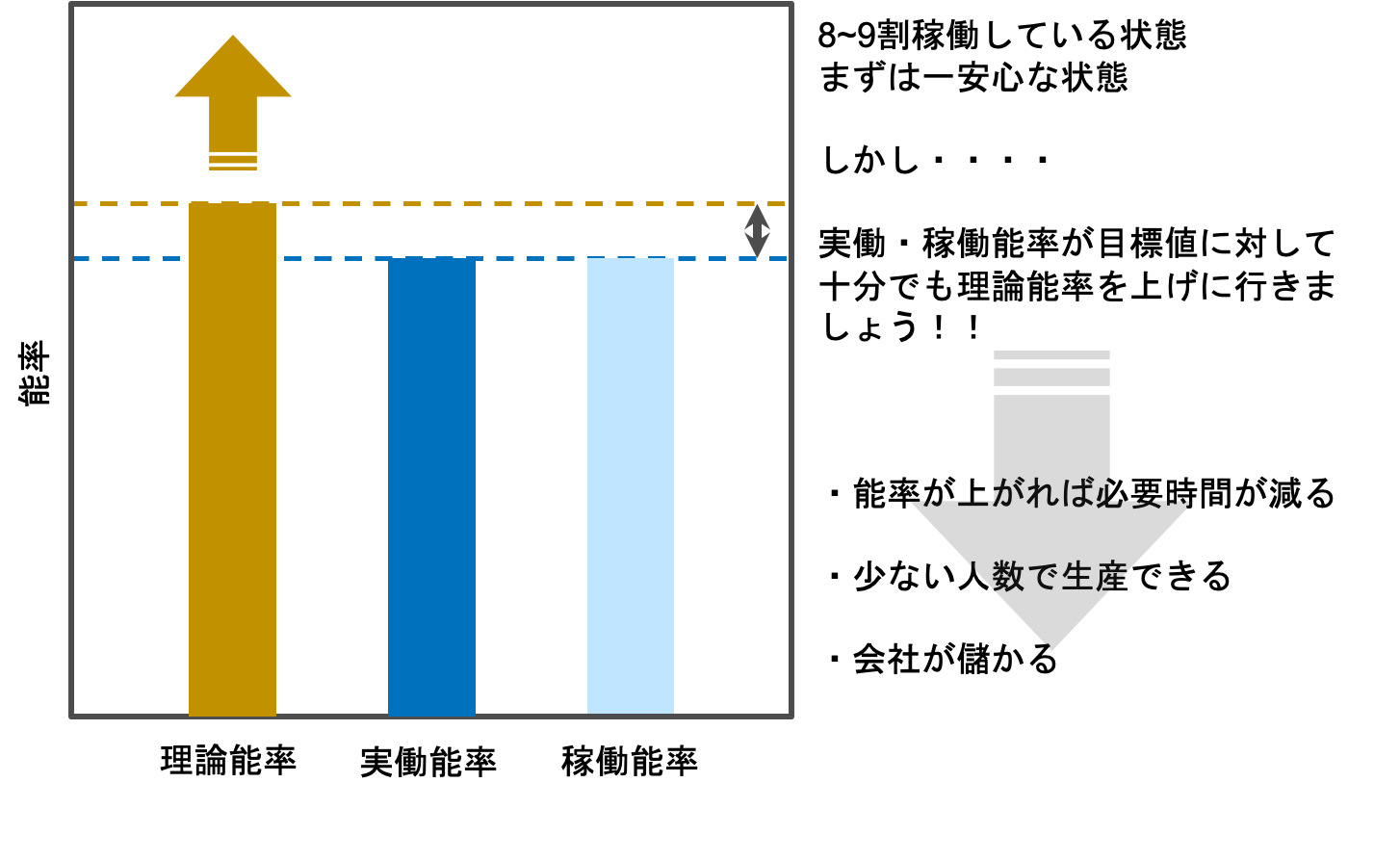
特に若手の内は実際にかかった時間から算出される(実績として出てくる)実働・稼働能率にばかり目がいきがちですが、現状に満足せず理論能率も上げてしまうという考えも重要です。
理論能率をあげれば実働能率も引き上げられるケースがほとんどなので一石二鳥の改善となり得ます。
実働能率を向上すべきケース
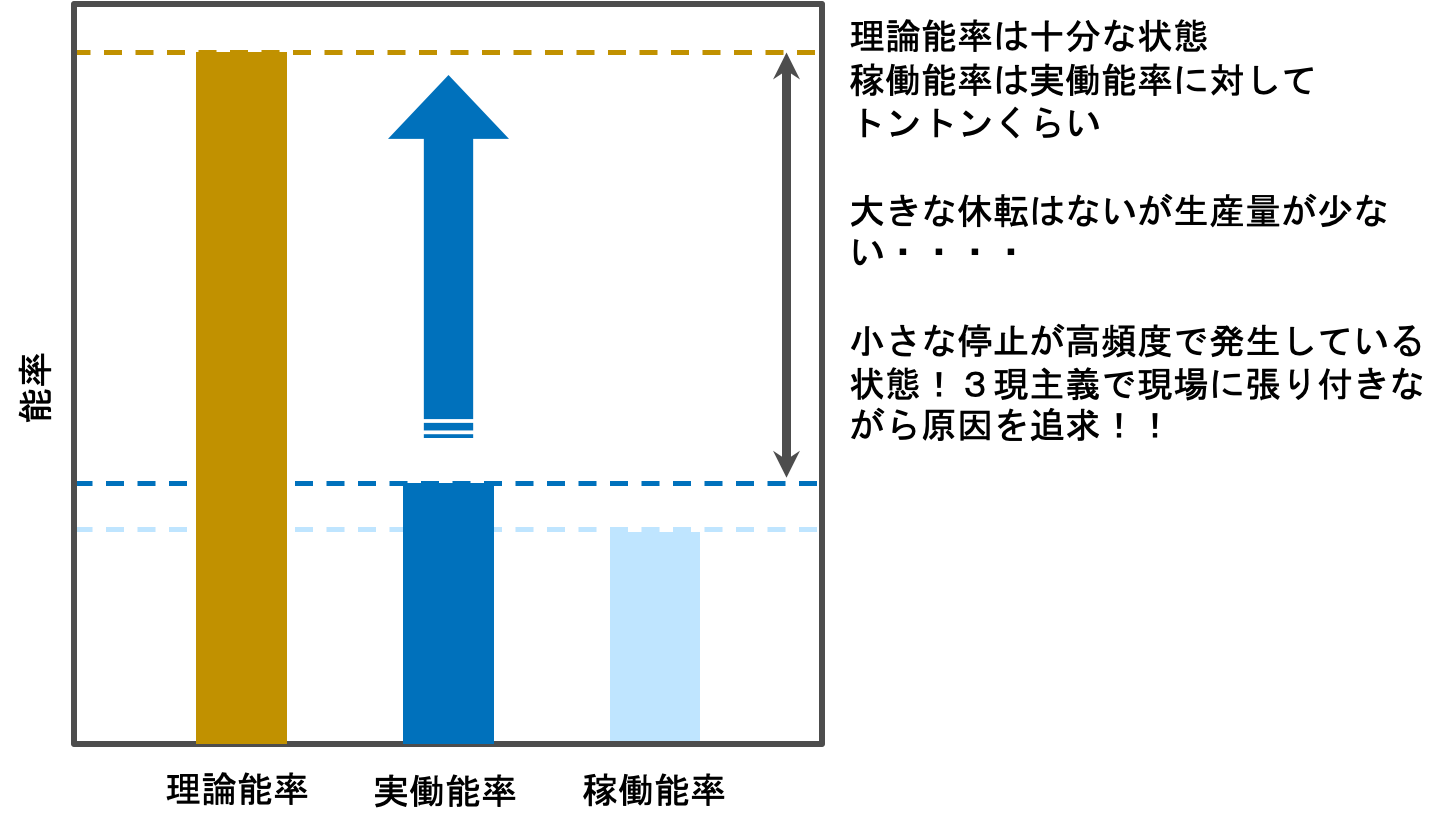
特にミクロな能率低下は分かりにくく、時にはストップウォッチやビデオカメラ片手に解析する必要がでてきます。
能率改善が会社の利益にどう貢献されるのか、なぜ大切なのか理解しておくと仕事に対する見方やモチベーションも変わります。